
fanuc系统报警信息,FANUC系统报警信息解析与处理指南
时间:2024-10-10 来源:网络 人气:
FANUC系统报警信息解析与处理指南
FANUC系统作为全球领先的数控系统供应商,其产品广泛应用于各种机床和自动化设备中。然而,在使用过程中,系统可能会出现各种报警信息,给操作人员带来困扰。本文将为您解析FANUC系统常见的报警信息及其处理方法,帮助您快速解决问题。
一、FANUC系统报警信息概述
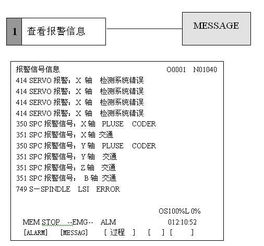
FANUC系统报警信息通常由报警代码和报警信息两部分组成。报警代码用于标识具体的故障类型,而报警信息则是对故障的简要描述。了解报警信息有助于快速定位问题,并采取相应的处理措施。
二、常见FANUC系统报警信息及处理方法
以下列举了一些常见的FANUC系统报警信息及其处理方法:
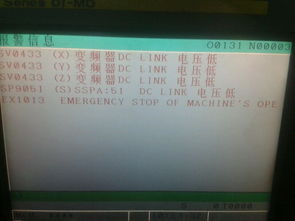
1. EMG闪烁

报警内容:在屏幕下方有EMG闪烁。
解决办法:松开急停按钮。
2. AXIS NOT HOME
报警内容:1000 AXIS NOT HOME。
解决办法:机械回原点。
3. REF ERR
报警内容:1001 X REF ERR,1002 Y REF ERR,1003 Z REF ERR。
解决办法:手轮/手动方式将X/Y/Z轴移至大概中间位置(坐标要-100mm以上)。
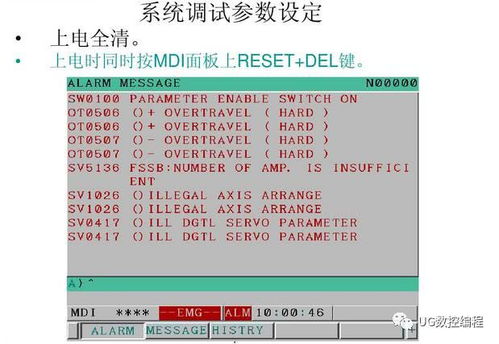
4. 过行程
报警内容:500 过行程 X/Y/Z,501 过行程 -X/-Y/-Z。
解决办法:手轮/手动方式将X/Y/Z轴往负/正方向移动一段距离,然后按“RESET”键。
5. 数据超过容许范围

报警内容:003 数据超过容许范围。
解决办法:按RESET键,检查程序是否有超过允许位数的数据,将其修改。
6. 记号输入不对
报警内容:006 记号输入不对。
解决办法:按RESET键,把程序中各指令代码多余的负号(—)去掉。
7. 小数点输入方法不对
报警内容:007 小数点输入方法不对。
解决办法:按RESET键,把程序中各指令代码多余的小数点去掉。
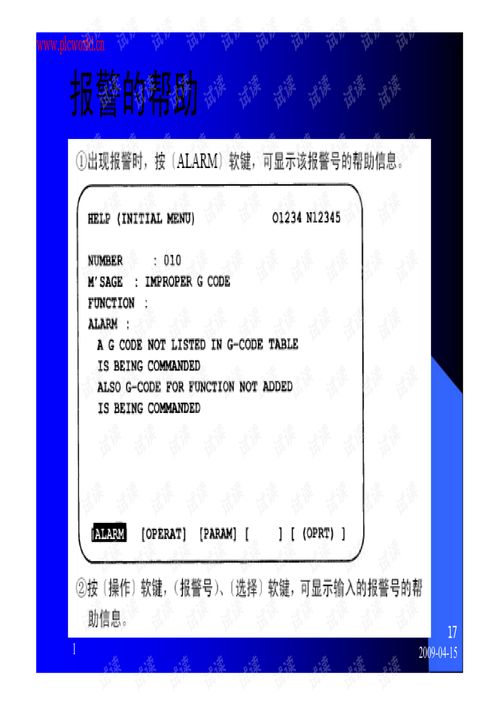
8. 指令了不适当的G-CODE
报警内容:010 指令了不适当的G-CODE。
解决办法:按RESET键,检查当前程序段后两行中的G代码是否输入错误,查找出将其修改。
9. 刀具补偿过切

报警内容:041 在工具径校正中,发生了过切情况。
解决办法:查阅执行刀补时注意的几个问题。
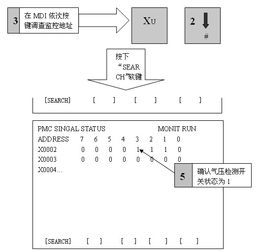
10. 没有检索数据
报警内容:071 没有检索数据。
解决办法:没有查找到你所需的程序名或地址符,按RESET键解除报警。
本文对FANUC系统常见的报警信息进行了解析,并提供了相应的处理方法。在实际操作过程中,遇到报警信息时,可以根据本文提供的方法进行排查和处理。同时,建议用户在使用FANUC系统时,注意以下几点:
定期检查设备,确保设备正常运行。
熟悉FANUC系统操作手册,了解各种报警信息。
遇到问题及时寻求专业技术人员帮助。
相关推荐


教程资讯
教程资讯排行









