fanuc数控系统代码,基础与高级应用
时间:2024-11-18 来源:网络 人气:
FANUC数控系统代码详解:基础与高级应用

FANUC数控系统是全球领先的数控系统供应商之一,其代码广泛应用于各种机床的编程与控制。本文将详细介绍FANUC数控系统的代码,包括基础指令、高级应用以及注意事项。
一、FANUC数控系统基础指令

1. G代码
FANUC数控系统使用G代码进行编程,G代码是一种非模态代码,即每次执行后都会被清除。G代码用于控制机床的运动、加工路径和加工参数。
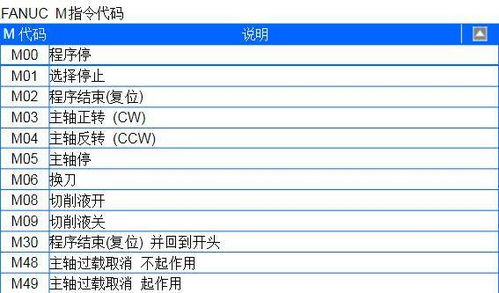
2. M代码
M代码是一种模态代码,用于控制机床的辅助功能,如主轴启停、冷却液开关、程序结束等。
3. F代码
F代码用于控制进给速度,即刀具在加工过程中的移动速度。
二、FANUC数控系统G代码详解
1. G00(快速定位)
格式:G00 X(U)Y(Z)F;
功能:使刀具以快速定位的方式移动到指定位置。
2. G01(直线切削)
格式:G01 X(U)Y(Z)F;
功能:使刀具以指定的进给速度进行直线切削。
3. G02(顺时针圆弧切削)
格式:G02 X(U)Y(Z)IJKF;
功能:使刀具以顺时针方向进行圆弧切削。
4. G03(逆时针圆弧切削)
格式:G03 X(U)Y(Z)IJKF;
功能:使刀具以逆时针方向进行圆弧切削。
三、FANUC数控系统M代码详解

1. M03(主轴正转)
功能:使主轴以正转方式旋转。
2. M04(主轴反转)
功能:使主轴以反转方式旋转。
3. M08(冷却液开)
功能:打开冷却液。
4. M09(冷却液关)
功能:关闭冷却液。
5. M30(程序结束)
功能:结束当前程序,返回到程序开始位置。
四、FANUC数控系统高级应用

1. 子程序调用
格式:N10 L1 P100;
功能:调用子程序,其中N10为子程序编号,L1为子程序调用次数,P100为子程序参数。
2. 循环指令
格式:N10 FANUC;
功能:设置循环次数,其中N10为循环次数。
3. 宏程序编程
功能:使用宏程序可以简化编程过程,提高编程效率。
五、FANUC数控系统编程注意事项
1. 编程前应熟悉机床性能和加工要求。
2. 编程过程中注意代码的规范性和可读性。
3. 编程完成后应进行模拟加工,确保程序的正确性。
4. 编程过程中注意安全操作,避免发生意外。
通过以上对FANUC数控系统代码的详细介绍,相信读者对FANUC数控系统的编程和应用有了更深入的了解。在实际应用中,不断积累编程经验,提高编程水平,才能更好地发挥FANUC数控系统的优势。
相关推荐


教程资讯
教程资讯排行